



新物通物资(湘潭市分公司)始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 耐磨钢产品的不断改进和更新。 耐磨钢产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。


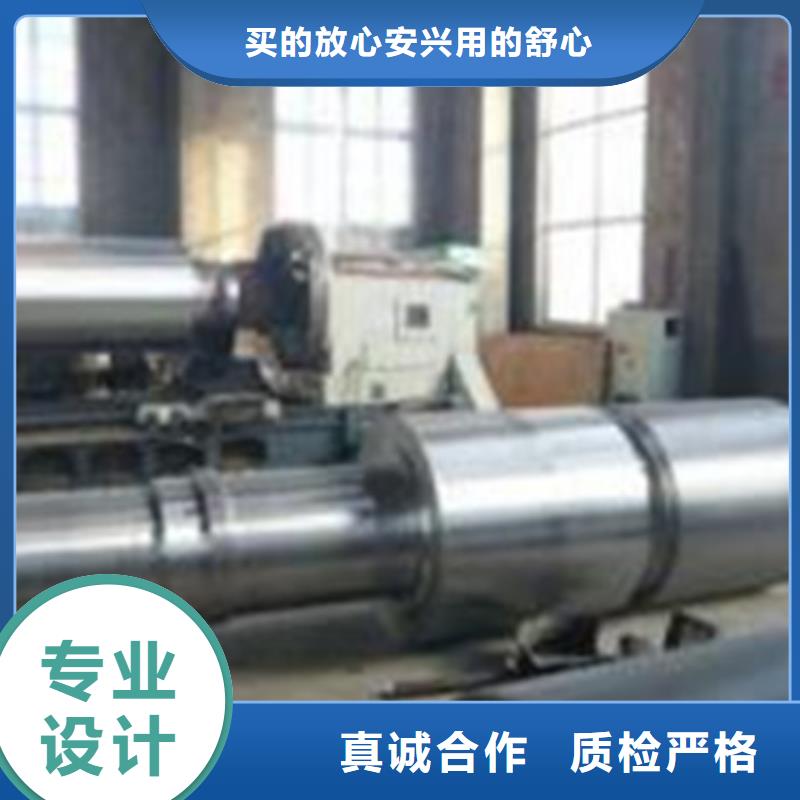
轧辊成型方法
铸造轧辊和锻造轧辊;
铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
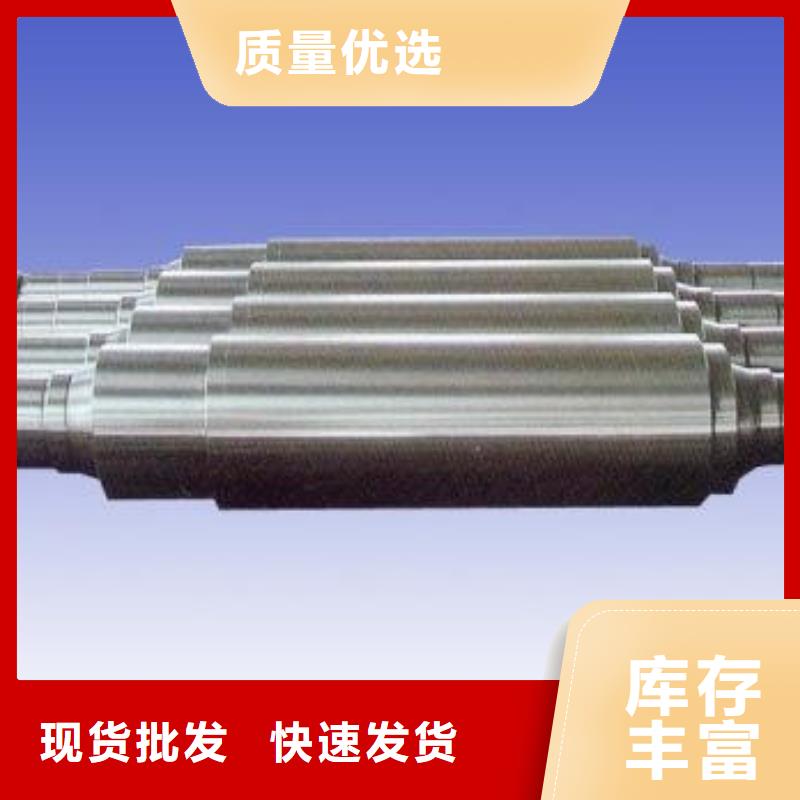
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
锻造轧辊按材质分类如下:
⑴锻造合金钢轧辊;
⑵锻造半钢轧辊;
⑶锻造半高速钢轧辊;
⑷锻造白口铸铁轧辊。
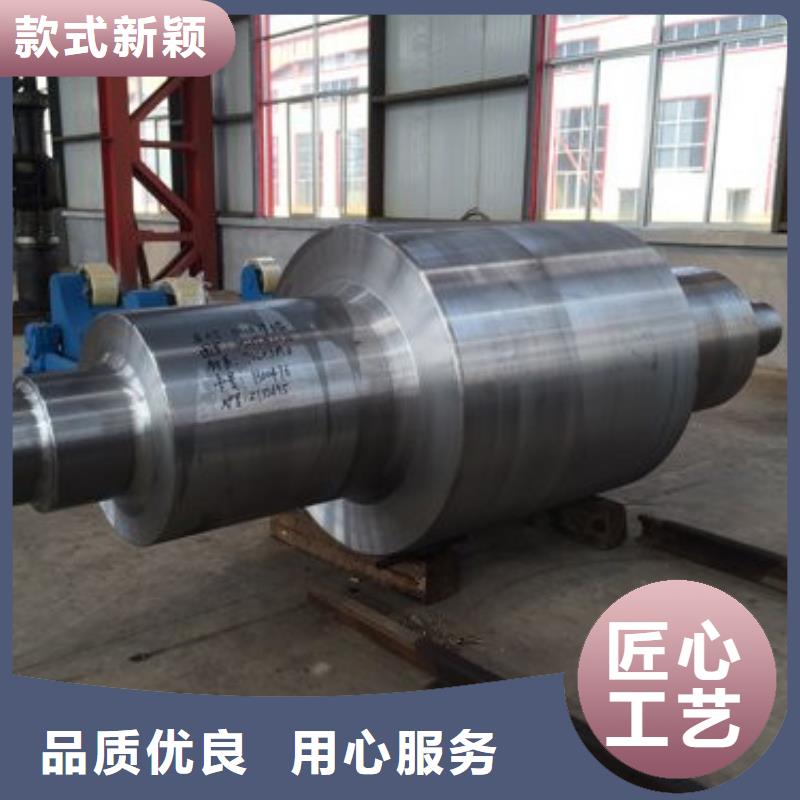
轧辊损坏原因轧机部件中轧辊的工作条件为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。



导致轧辊使用中易发生剥落。因此,如何确定在给定的工艺条件下V和Nb复合添加的 比例,控制产生粗大的NbC,提高轧辊中W和Mo含量,确保高速钢红硬性和耐磨性,同时还要高速钢轧辊偏析,是离心铸造高速钢轧辊生产中急待解决的问题。
此外,高速钢轧辊离心铸造过程中,离心机转速对轧辊使用性能也有明显影响。研究发现,随着离心机转速的增加,轧辊组织致密,硬度提高,磨损量减少,耐磨性不断改善,但转速过高,轧辊耐磨性提高不明显,反而增加了动力消耗和加剧合金元素偏析。为了改善高速钢复合轧辊的结合层质量,我国科学家发明了高速钢复合轧辊多层浇注工艺,轧辊自外向内依次为高速钢工作层、芯部材料组成的中间层1、中间层2、芯部1和芯部2。离心浇注工作层后,降低转速分别浇注中间层1和中间层2,然后再次降低转速至200-350 rpm浇注芯部1,关闭动力自由减速并浇注芯部2。该发明复合高速钢轧辊,


热处理 锻钢轧辊根据材质和用途的不同,进行不同的热处理。
(1)中碳钢(0.35%~0.65%C)轧辊一般经正火回火或调质处理后用作热轧的初轧辊、粗轧辊和支承辊。在正火回火状态下抗拉强度500~800MPa,在调质状态下为800~1100MPa,硬度约255~325HB。铁素体不耐磨,而且其含量越高,轧辊在轧制过程中粘连程度也越大。因此热轧辊的含碳量规定不小于0.45%。合金元素含量应根据轧辊直径大小和强度要求确定,从而保证足够的强韧性。直径大的支承辊还可以使用差温热处理(支承辊热处理)),处理后的辊身硬度可达HS80。

